Electrode piece coating generally refers to a process in which the evenly stirred slurry is evenly coated on the current collector and the organic solvent in the slurry is dried. The effect of coating has an important impact on the battery capacity, internal resistance, cycle life and safety, and ensures that the pole piece is evenly coated. The selection of coating methods and control parameters have an important impact on the performance of lithium-ion batteries, which are mainly manifested in:
1) Coating drying temperature control: if the drying temperature is too low during coating, it cannot guarantee that the pole piece is completely dry, if the temperature is too high, it may be because the organic solvent inside the pole piece evaporates too quickly, and the surface coating of the pole piece cracks and falls off;
2) Coating surface density: if the coating surface density is too small, the battery capacity may not reach the nominal capacity, if the coating surface density is too large, it is easy to cause batching waste, and if the positive electrode capacity is excessive in serious cases, lithium dendrites will be formed due to the precipitation of lithium to puncture the battery separator and cause a short circuit, causing potential safety hazards;
3) Coating size: The coating size is too small or too large may cause the positive electrode inside the battery to not be completely wrapped by the negative electrode, during the charging process, lithium ions are embedded from the positive electrode and move to the electrolyte that is not completely wrapped by the negative electrode, the actual capacity of the positive electrode can not be played efficiently, and in serious cases, lithium dendrites will be formed inside the battery, which is easy to puncture the separator and cause the internal circuit of the battery;
4) Coating thickness: If the coating thickness is too thin or too thick, it will have an impact on the subsequent electrode rolling process, and the performance consistency of the battery electrode piece cannot be guaranteed.
Selection of coating equipment and coating process
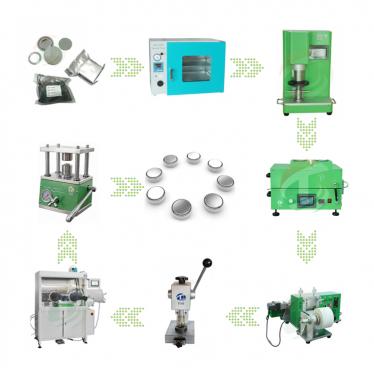
The coating process in a broad sense includes: uncoiling→ splicing→ tension control → pulling tabs→ coating → drying→ guiding → tension control→ guiding → winding and other processes. The coating process is complex, and there are many factors that affect the coating effect, such as: the manufacturing accuracy of the coating equipment, the smoothness of the equipment operation, the control of the dynamic tension in the coating process, the size of the air volume in the drying process and the temperature control curve will affect the coating effect, so it is extremely important to choose the appropriate coating process.
Generally, the selection of coating method needs to be considered from the following aspects, including: the number of layers to be coated, the thickness of the wet coating, the rheological properties of the coating solution, the required coating accuracy, the coating support or substrate, the coating speed, etc.
In addition to the above factors, it is also necessary to combine the specific conditions and characteristics of the pole piece coating. The characteristics of lithium-ion battery pole piece coating are: (1) double-sided single-layer coating; (2) The slurry wet coating is thicker (100~300μm); (3) The slurry is a non-Newtonian high-viscosity fluid; (4) The coating accuracy of the pole piece is high, which is similar to that of the film coating; (5) The coating support body is aluminum foil and copper foil with a thickness of 10~20μm; (6) Compared with the film coating speed, the electrode coating speed is not high. To sum up, general laboratory equipment often uses scraper type, consumer lithium-ion batteries mostly use roller transfer type, and power batteries mostly use slit extrusion method.
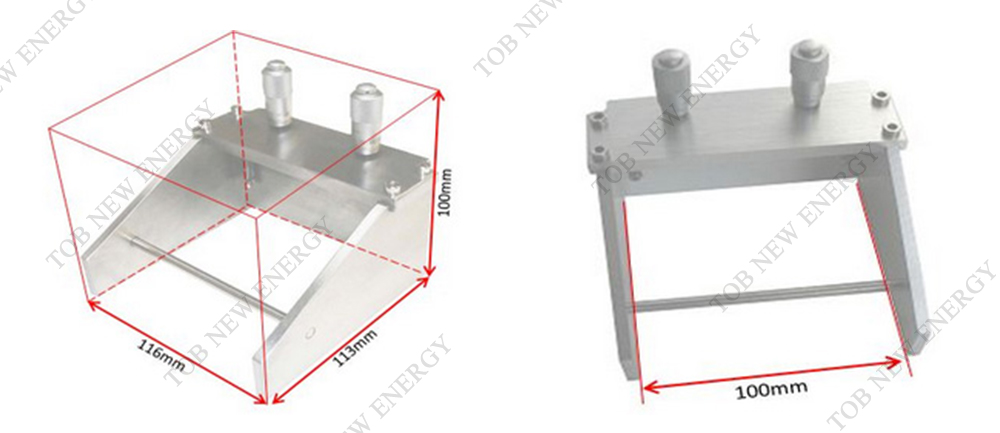
Scraper coating:The foil substrate passes through the coating roller and is in direct contact with the slurry trough, the excess slurry is coated on the foil substrate, when the substrate passes between the coating roller and the scraper, the gap between the scraper and the substrate determines the coating thickness, and at the same time, the excess slurry is scraped off and reflowed, and thus a uniform coating is formed on the surface of the substrate. The type of scraper is mainly a comma scraper. Comma scraper is one of the key components in the coating head, generally on the surface of the round roller along the bus bar to form a comma-like cutting edge, this kind of scraper has high strength and hardness, easy to control the coating amount and coating accuracy, suitable for high solid content and high viscosity of the slurry.
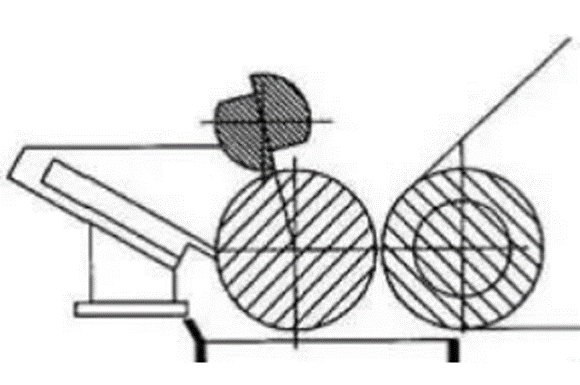
Roller coating transfer type: the coating roller rotates to drive the slurry, adjusts the slurry transfer amount through the comma scraper gap, and uses the rotation of the back roller and the coating roller to transfer the slurry to the substrate, Roller transfer coating consists of two basic processes:
(1) the coating roller rotates to drive the slurry through the metering roller gap to form a slurry layer of a certain thickness;
(2) The slurry layer of a certain thickness is rotated by the coating roller and the back roller in opposite directions, and the slurry is transferred to the foil to form a coating.
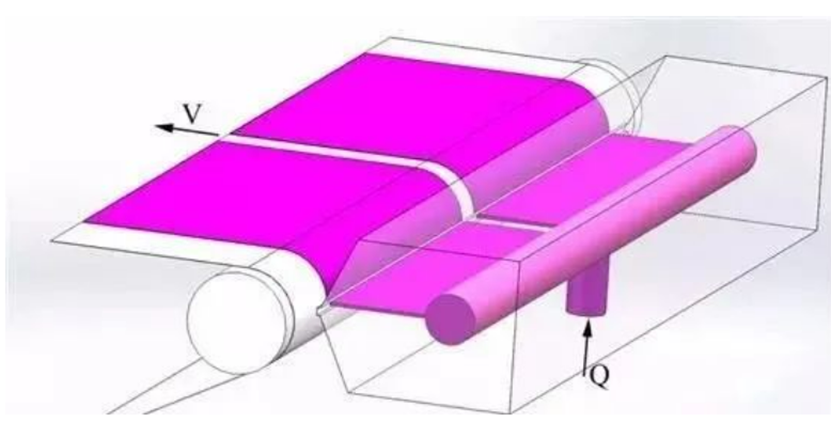
Slit extrusion coating:As a precision wet coating technology, the working principle is that the coating liquid is extruded and sprayed along the gap of the coating mold under a certain pressure and flow rate and transferred to the substrate. Compared with other coating methods, it has many advantages, such as fast coating speed, high precision, and uniform wet thickness; The coating system is closed, which can prevent contaminants from entering during the coating process, and the slurry utilization rate is high, and the slurry properties can be kept stable, and multi-layer coating can be carried out at the same time. It can also adapt to different slurry viscosity and solid content ranges, and has stronger adaptability compared with the transfer coating process.
Skype :amywangbest86
Whatsapp/Phone number :+86 181 2071 5609
Previous :
2024 Chinese New Year Holiday NoticeNext :
Lithium Battery Tabs subscribe to us
subscribe to us 



Copyright © 2015-2026 XIAMEN TOB NEW ENERGY TECHNOLOGY Co., LTD..All Rights Reserved.

 中文
中文 français
français Deutsch
Deutsch italiano
italiano español
español português
português Nederlands
Nederlands 日本語
日本語 한국의
한국의