- Home
- >
Electrode Preparation
- >
Battery Coating Machine
- >
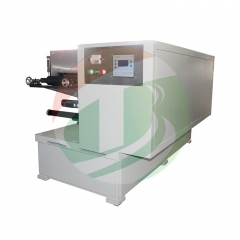
Dual-Mode Battery Electrode Coating Machine (Slot Die & Transfer)
Categories
Hot Products







Loading...




Dual-Mode Battery Electrode Coating Machine (Slot Die & Transfer)
Brand:
TOB NEW ENERGYitem no.:
TOB-JYZY-350-4.5order(moq):
1setPayment:
L/C,T/Tproduct origin:
Chinashipping port:
XIAMEN
Dual-Mode Battery Electrode Coating Machine (Slot Die & Transfer) for Battery R&D and Pilot Line
What is a Dual-Mode Coating Machine?
Most pilot lines and R&D labs face a recurring problem: the slurry that coated perfectly on a slot-die head last week won't stabilize this week because the formulation changed, the solid content drifted, or the batch viscosity landed outside the die's sweet spot. You either fight the meniscus all day or switch to a different machine.
The TOB-JYZY-350-4.5 solves this by housing two distinct coating methods on a single chassis:
• Slot Die Coating: Precision metering via servo-driven progressive cavity pump. Best for low-to-medium viscosity NMP-based NMC, LCO, or LFP cathodes where weight variation must stay below ±1.5%.
• 3-Roll Comma Transfer Coating: Gap-controlled metering via precision-ground comma bar. Best for high-viscosity aqueous graphite or Si-C anodes where slot die bead stability breaks down.
You switch between the two mechanically. No software gimmicks. The slot die head retracts, the transfer roll assembly locks in, and you dial in the comma bar gap with micrometer heads. Changeover takes under 90 minutes with a trained operator.
Slot Die vs. Transfer Coating: When to Use Which
|
Coating Method |
Ideal Viscosity Range |
Best For |
Typical Defect If Used Incorrectly |
|
Slot Die (Extrusion) |
2,000 – 8,000 mPas |
NMC, LCO, LFP cathodes (NMP solvent) |
Meniscus break, air entrainment, ribbing |
|
Comma Transfer (3-Roll) |
6,000 – 12,000+ mPas |
Graphite anodes, Si-C anodes, aqueous slurries |
Edge build-up, thickness variation if gap not compensated |
|
Dual-Mode (This Machine) |
2,000 – 12,000 mPas full range |
Any formulation trial or pilot batch |
N/A — you pick the right tool for the slurry |
Key Value Summary (For Procurement and Engineering Leads)
• One capital equipment line item covers two coating technologies. No need to budget for separate slot die and comma transfer coaters.
• Intermittent pattern alignment within ±1.0 mm length, ±0.5 mm width. Photo-sensor edge tracking automatically aligns front and reverse side patterns. No manual jog-and-pray during double-side coating.
• Hard chrome-plated coating roll and ground comma blade. Both held to ≤ ±1.5 µm radial runout and straightness. This is the mechanical foundation for the ±3 µm coating accuracy spec.
• 3-zone independent drying with analog SCR heating. 4.5 meters total oven length. Upper and lower air impingement nozzles prevent surface crusting on thick electrodes.
• Built for low-humidity cathode rooms. Coating head area spec'd for ≤35% RH. Rollers anodized, hardware sealed against NMP vapor creep.
Case Context: Pilot line for high-energy-density NMC811 cathode (NMP solvent) and aqueous graphite anode on 10 µm Cu foil.
|
Parameter |
Slot Die (NMC811) |
Transfer (Graphite Anode) |
|
Slurry Viscosity |
~4,500 mPas |
~9,800 mPas |
|
Solid Content |
68% |
52% |
|
Coating Speed |
2.8 m/min |
1.8 m/min |
|
Dry Thickness Target |
85 µm (single side) |
120 µm (single side) |
|
Coating Weight Variation (Measured) |
±1.3% |
±1.4% |
|
Edge Defect Rate |
<2% of total coated area |
<3% of total coated area |
Data collected from TOB customer site (Southeast Asia pilot facility) during commissioning of a TOB-JYZY-350-4.5 unit. Substrate: 12 µm Al foil for cathode, 10 µm Cu foil for anode. Measurements taken per internal TOB QA protocol over 500 meters continuous coating.
Applications
• Pilot Scale Li-ion Battery Production: NMC, LFP, LCO, LMO cathodes; graphite and Si-C anodes.
• Sodium-Ion Battery Development: Na-ion cathode slurries up to 12,000 mPas.
• Solid-State Electrolyte Coating Trials: High-solid-content (20–85%) slurries with NMP or water.
• Supercapacitor Electrode Coating: Thin-film precision on aluminum substrates.
• Functional Film R&D: Any application requiring precise wet-film deposition on flexible metal foils.
Technical Specifications
|
No. |
Item |
Parameter |
Remarks |
|
1 |
Compatible Chemistry |
LFP, NMC, LCO, LMO, Graphite, Si-C, Na-ion, etc. |
Cathode & Anode |
|
2 |
Coating Method |
Continuous & Intermittent |
Slot Die + Transfer Combo |
|
3 |
Coating Speed |
1.5 ~ 3.0 m/min |
Dependent on drying profile |
|
4 |
Intermittent Pattern |
Coating Length: 10~5000mm |
|
|
5 |
Double-Side Alignment |
Automatic edge tracking via photo-sensor |
Reverse side registration |
|
6 |
Substrate Thickness |
Al Foil: 8~30 µm |
|
|
7 |
Roller Face Width |
400 mm |
|
|
8 |
Guaranteed Coating Width |
≤ 350 mm |
|
|
9 |
Coating Roll / Rubber Roll |
Φ120 mm |
|
|
10 |
Metering Roll (Doctor) |
Φ100 mm |
|
|
11 |
Coating Accuracy |
±3 µm |
|
|
12 |
Coating Weight Variation |
≤ ±1.5% |
Excluding edge margin, substrate included |
|
13 |
Slurry Viscosity Range |
2000 ~ 12000 mPas |
|
|
14 |
Dry Coating Thickness |
20 ~ 200 µm |
Single side |
|
15 |
Solvent Compatibility |
NMP (s.g. 1.033, b.p. 204°C) |
|
|
16 |
Solid Content Range |
20 ~ 85% |
|
|
17 |
Dimensional Accuracy |
Length: ≤ ±1.0 mm |
|
|
18 |
Front-Back Alignment |
Length: ≤ ±1.0 mm |
|
|
19 |
Web Guiding Deviation |
±0.3 mm |
|
|
20 |
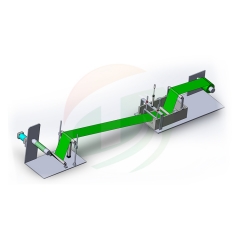
Machine Layout |
Unwind Head, Oven, Rewind |
Modular / Split-type |

FAQ
Q1: How long does it actually take to switch between slot die and comma transfer mode?
A: With an experienced operator, the mechanical changeover takes roughly 45 to 90 minutes. That includes retracting the slot die head, locking in the transfer roll assembly, and dialing in the comma blade gap via the micrometer heads. The PLC recipe swap for tension and speed parameters is immediate. The limiting factor is cleaning the slot die lip if you've been running NMP-based slurry—that's the real time sink, not the hardware swap.
Q2: The spec says ±3 µm coating accuracy. Is that achievable on 8 µm aluminum foil without wrinkling?
A: Yes, provided your unwind tension profile is dialed in correctly. The critical variables are the dancer roller feedback loop and the rubber backing roll hardness. On 8 µm Al foil, you run lower nip pressure on the EPDM roll and keep unwind tension at the low end of the range (typically 5-8 N). Wrinkling usually traces back to a misaligned guide roller or a dirty idler bearing, not the coating head geometry. The machine holds ±3 µm on foil down to 8 µm if the substrate has consistent caliper.
 |
 |
 |
 |
 |
 |
Explore More Battery Coating Machines
Email : tob.amy@tobmachine.com
Phone number :+86-18120715609
Previous:
Continuous Doctor Blade Coating Machine For Battery ElectrodeNext:
Doctor Blade Coating Machine for Battery Electrode
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.