

- Home
- >
Prismatic Cell Assembly Machine
- >
Prismatic Cell Laser Sealing Machine
- >
Laser Welding Machine for Prismatic Cell Top Lid and Filling Port Sealing
Categories
Hot Products








Loading...






Laser Welding Machine for Prismatic Cell Top Lid and Filling Port Sealing
Brand:
TOB NEW ENERGYitem no.:
TOB-LW-SF3000order(moq):
1Payment:
L/C,T/Tproduct origin:
Chinashipping port:
XIAMEN
Laser Welding Machine for Prismatic Cell Top Lid and Filling Port Sealing
SPECIFICATIONS
This TOB-LW-SF3000 prismatic cell top lid and filling port laser welding machine is a core component in prismatic lithium-ion cell assembly, responsible for the final, permanent hermetic sealing of the cell enclosure (lid-to-can) and the electrolyte filling port. It ensures the structural integrity, safety, performance, and lifespan of the finished battery cell.
Top Lid Sealing:
Precisely welding the cell cover (lid) onto the prismatic aluminum alloy cell can body. This creates a hermetic, gas-tight, and electrically insulated seal essential for cell integrity, safety, and long-term performance. It prevents electrolyte leakage and ingress of moisture or contaminants.
Manual core loading - fixture clamping - laser pre-welding - full welding - manual core unloading
Filling Port Sealing:
Welding the electrolyte filling port plugb after electrolyte filling is complete. This permanently seals the fill hole, maintaining the internal environment and pressure of the cell.
Manual core loading - fixture clamping - manual installation of sealing nails - laser welding - manual inspection and discharging.
Adaptation
specifications: Prismatic battery
|
Battery Model |
T(mm) |
W(mm) |
H(mm) |
|
Blueprint |
20-25 |
100 |
120 |
|
Compatible |
12-60 |
80-170 |
90-190 |
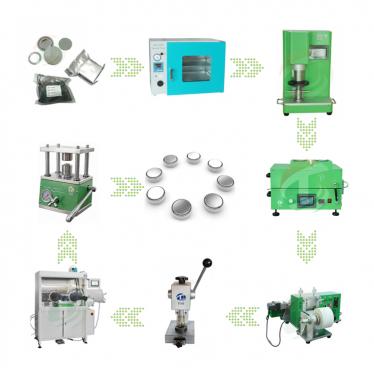
PRODUCT DISPLAY






Explore More Prismatic Cell Assembly Machine
Email : tob.amy@tobmachine.com
Skype : amywangbest86
Whatsapp/Phone number : +86 181 2071 5609
Previous:
Vacuum Steel Ball Sealing Machine For Prismatic Cell CaseNext:
Laser Welding System for Prismatic Cell Sealing
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.








