- Home
- >
Laboratory Devices
- >
Vibrating Screen
- >
Air Jet Sieve Analyzer for Powder Particle Size
Categories
Hot Products








Loading...

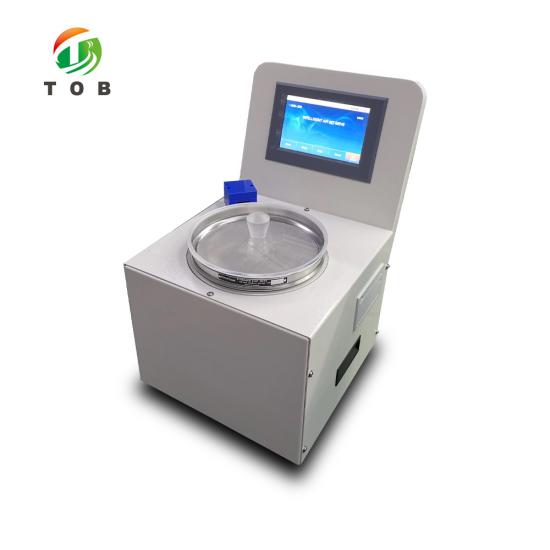



Air Jet Sieve Analyzer for Powder Particle Size
Brand:
TOB NEW ENERGYitem no.:
TOB-MK-200order(moq):
1setPayment:
L/C,T/Tproduct origin:
Chinashipping port:
XIAMEN
TOB-MK-200 Standard Air Jet Sieve with Integrated Weighing System for Comprehensive Powder Particle Size Analysis
Product Overview and Ideal Applications
An air jet sieve uses a controlled negative‑pressure air vortex to fluidise, deagglomerate, and classify powder particles through a precision test sieve. Unlike mechanical vibrating sieves that rely on gravity and shaking—and often struggle with fine, cohesive, or lightweight powders—the TOB-MK-200 generates a highly responsive, electronically controlled air vortex that drives each particle individually against a sieve mesh, ensuring that only particles truly smaller than the nominal aperture pass through. The undersize material is then collected in a sample collector, while the residue on the sieve is automatically weighed by an integrated electronic balance (0.01–600 g), and the system instantly computes the retained, passing, and size‑fraction percentages.
The instrument is built around a US‑imported electronic vortex generator and operates under tightly regulated pressure (0 to –10 kPa) and time (up to 9999 min 99 s). It covers a measuring range of 3 µm to 5000 µm with an accuracy and repeatability both better than 1 %, making it suitable for both R&D characterisation and production quality control. The entire test sequence, from sample weighing through sieving to data reporting, is managed via a colour touch‑screen interface with password‑protected user management, real‑time pressure monitoring and adjustment, and automatic generation of TXT‑format reports that can be exported to a USB drive or printed on a connected dot‑matrix printer.
Ideal for:
- Battery material laboratories characterising cathode powders (NMC, LFP, LCO), anode powders (graphite, hard carbon, silicon), solid electrolytes (LATP, LLZO), and conductive additives (carbon black, CNTs), where even a few coarse particles can affect electrode coating quality and cell consistency.
- Pharmaceutical R&D and QC for excipients and APIs, in full compliance with the particle‑size testing requirements of the Chinese Pharmacopoeia 2025.
- Powder coating, cement, pigment, toner, and food additive manufacturers where traditional mechanical sieving is ineffective due to particle agglomeration, electrostatic charging, or low density.
- Research institutes and third‑party testing laboratories that require a traceable, instrumented sieving method with permanent digital records and built‑in reweighing.

Where Air Jet Sieving Fits in Battery Material Quality Control
Particle size distribution is a critical quality attribute for almost every battery powder, from the active cathode and anode materials to the conductive carbon and solid electrolytes. A typical battery material production line or R&D laboratory will employ a sequence of characterisation steps:
- Sampling – A representative sample is taken from the production lot.
- Pre‑treatment – If necessary, the sample is dried or lightly deagglomerated (e.g., using the included pre‑treatment sieve and tapping hammer).
- Sieving (the TOB-MK-200’s role) – The sample is weighed, transferred to a standard test sieve of the relevant mesh size, and subjected to the air‑jet sieving process. The residue on the sieve represents the coarse fraction that must be controlled.
- Data analysis – The percentage retained, passing, and the size‑fraction interval are automatically calculated and recorded.
- Reporting – The test data is printed or saved as a TXT file for quality documentation.
For battery materials, the focus is often on the coarser end of the distribution: particles above, say, 20 µm or 10 µm can cause coating defects (streaks, agglomerates) or lead to local current‑density hotspots during cycling. By sieving the powder through a sieve of a specific aperture (e.g., 25 µm, 15 µm) and measuring the retained weight, the TOB-MK-200 provides a quick, operator‑independent measure of the “coarse tail” that complements laser diffraction analysis of the full distribution.
Processing advantages specific to battery powders:
- Deagglomeration without mechanical grinding: The air vortex breaks up soft agglomerates that would otherwise be counted as coarse particles by a laser‑diffraction instrument, giving a more representative measure of the primary particle size distribution.
- No static interference: The constant airflow neutralises static charges that cause fine powders to cling to sieve meshes and container walls, a common problem when sieving dry cathode powders manually.
- Closed sample path: The undersize material is captured in the sample collector, preventing loss of fine fractions into the laboratory air—a health and cross‑contamination consideration when handling nickel‑ or cobalt‑containing cathode powders.
How the Air Jet Sieve Works — The “Classification Before Sieving” Principle
The TOB-MK-200 operates on a fundamentally different principle from a conventional mechanical sieve shaker. Instead of shaking a stack of sieves and relying on gravity to carry fine particles downward, it actively fluidises the entire powder bed with a precisely controlled air vortex. The sequence is as follows:
- System initialisation: After the operator logs into the instrument with a password (two‑level management authority), a standard test sieve of the desired aperture is placed onto the instrument’s interface. The sample is weighed on the integrated electronic balance, and the instrument automatically reads the total sample weight.
- Sample loading: The weighed powder is transferred into the standard test sieve, and the transparent sieve cover is secured.
- Parameter input: The operator enters the sieve aperture size, the test pressure (0 to –10 kPa), and the sieving time (up to 9999 min 99 s) on the touch‑screen interface.
- Air‑jet sieving: The US‑imported electronic vortex generator, in conjunction with the vacuum generator, produces a powerful negative‑pressure air vortex inside the sieve chamber. This vortex drives the powder upward through the nozzle of the air‑jet sieve until it collides with the transparent sieve cover. The impact deagglomerates clusters of particles. As the air stream circulates, the powder particles are drawn back onto the sieve mesh in order of size: finer particles pass through the mesh openings and are carried by the airflow into the sample collector, while coarser particles remain on the sieve.
- Real‑time monitoring: Throughout the sieving run, the touch‑screen displays the current test pressure and the remaining sieving time. Both parameters can be adjusted at any point during operation. A pause function is available to inspect the progress or to add additional sample material.
- Automatic termination and reweighing: Upon completion of the set sieving time, the instrument shuts down automatically. The electronic balance reweighs the residual sample retained on the sieve. The internal software automatically calculates the percentage retained, percentage passing, and the size‑fraction percentage for the interval.
- Data output: The results can be printed via the connected dot‑matrix printer, and the test data is saved in TXT format on the instrument’s internal storage with no limits on the number of records or storage capacity. The data can be exported to a USB flash drive at any time. If a test number is accidentally duplicated, the system issues an alert to prevent data overwriting.
This method—where particle size classification occurs during the fluidised motion, before the particles even contact the sieve mesh—is termed “classification prior to sieving.” It is the key reason why air‑jet sieving can achieve accuracies better than 1 % even with powders that would blind a mechanical sieve in seconds.
 |
 |
Complete Technical Specifications
| Parameter | Specification |
| Measuring range | 3–5000 µm |
| Measuring accuracy | <1 % |
| Repeatability | <1 % |
| Pressure range | 0 to –10 kPa |
| Sieving time | 0–9999 min 99 s |
| Dimensions | L35 × D35 × H58 cm |
| Weight | 11.8 kg |
| Power supply | 220 V, 50 Hz / 70 W |
| Balance capacity | 0.01–600 g (included) |
| User management | Two‑level authority, password login |
| Operation | Real‑time touch‑screen display; pressure can be adjusted during operation; pause function available |
| Calculation | Automatic percent retained, passing, and interval percentage |
| Data output | Dot‑matrix printer, TXT file storage, USB export |
| Data protection | Anti‑overwrite reminder for duplicate test numbers |
| Data storage | Unlimited number of records and storage capacity |
Application areas:
- Pharmaceuticals: Excipients and APIs; compliance with particle‑size testing methods of the Chinese Pharmacopoeia 2025.
- Energy: Battery materials, graphite.
- Plastics: Plastics, resins, rubber.
- Coatings: Powder coatings, metallic and non‑metallic coatings.
- Building materials: Cement, coal powder, gypsum, asphalt pavement fibres, slag.
- Testing institutions: Scientific research institutes, technical supervision authorities, quality inspection bodies, metrology and testing departments.
- Food: Flour, condiments, food additives.
- Others: All powders that fail or perform poorly in mechanical sieving due to light weight, easy agglomeration, easy suspension, tendency to clog meshes, or static electricity—including laundry powder, pigments, dyes, toners, ceramics, metallurgy, mining, new materials, and power generation.
Product Configuration List
| Item | Quantity | Status |
| Main unit | 1 set | Included |
| Electronic balance (0.01–600 g) | 1 set | Included |
| Vacuum generator | 1 unit | Included |
| Sample collector | 1 set | Included |
| Sample pre‑treatment sieve | 1 pc | Included |
| Transparent sieve cover | 1 pc | Included |
| Cleaning brush | 1 pc | Included |
| Sampling spoon | 1 pc | Included |
| Fuse | 3 pcs | Included |
| Power cord | 1 pc | Included |
| Tapping hammer | 1 pc | Included |
| Standard test sieve (with calibration certificate) | – | Optional |
Recommended Test Sieves for Battery Powders
These aperture sizes are commonly used for quality control of battery electrode and electrolyte powders. The exact sieve(s) needed depend on the specific distribution and the critical coarse limit for your process.
| Material Type | Typical Sieve Aperture (µm) | Purpose |
| NMC cathode (D50 ~10 µm) | 25 µm or 38 µm | Quantify coarse agglomerates that cause coating streaks. |
| LFP cathode (D50 ~2–5 µm) | 15 µm or 20 µm | Control oversized secondary particles. |
| Graphite anode (D50 ~15–20 µm) | 45 µm or 53 µm | Detect un‑milled fragments and foreign particles. |
| Carbon black / conductive additive | 75 µm or 100 µm | Check for hard grit or un‑dispersed aggregates. |
| Solid electrolyte powder (LATP, LLZO) | 20 µm or 25 µm | Remove large crystallites that would cause interfacial voids after sintering. |
| Sieving for laser diffraction verification | 63 µm or 90 µm | Verify that the laser diffraction instrument’s “obscuration” measurement correlates with the true coarse fraction. |
Always start with the biggest sieve in your test plan and work downwards. Use a sieving time of 3–5 minutes as a default and adjust based on visual observation: the powder on the sieve should appear uniformly fluidised.
Why Choose TOB‑MK‑200 Over a Standard Mechanical Sieve Shaker
| Feature | TOB‑MK‑200 Air Jet Sieve | Standard Mechanical Sieve Shaker |
| Sieving mechanism | Negative‑pressure air vortex fluidises and classifies particles | Mechanical vibration and gravity |
| Suitable for fine powders (<50 µm) | Excellent — no blinding | Poor — mesh blocks quickly |
| Deagglomeration | Active air‑jet deagglomeration; breaks soft agglomerates | Minimal; agglomerates behave as single large particles |
| Static electricity | Airflow neutralises static; no sticking to mesh | Static causes particles to cling to sieve and walls |
| Weighing and calculation | Integrated electronic balance; auto calculation | Manual transfer to external balance; manual calculation |
| Data traceability | Unlimited TXT storage, USB export, printer, anti‑overwrite protection | None; manual recording |
| Pressure control | Real‑time display, adjustable during run | Not applicable |
| Typical R&R (Gage R&R) | <1 % repeatability | Can be 5–10 % for fine powders |
| Compliance | Meets Pharmacopoeia requirements | May not meet stringent pharmaceutical standards |
Why upgrade to an air‑jet sieve:
A mechanical sieve shaker gives you a number; an air‑jet sieve gives you a number you can trust. For battery materials, where a few coarse particles can ruin an entire coating run, the difference between “99.5 % passes” and “98.0 % passes” on a 25 µm sieve is the difference between a clean coating line and a day spent troubleshooting streaks. The TOB‑MK‑200’s integrated balance, automatic calculation, and permanent data storage also mean that every test is documented, traceable, and defensible in an audit—features that a mechanical shaker simply cannot provide.
Engineering FAQ — Air Jet Sieving for Battery Powders
Q1: Can the TOB‑MK‑200 replace a laser‑diffraction particle size analyser?
The two instruments are complementary. Laser diffraction provides a complete volume‑weighted particle size distribution across a wide range, often in a few minutes. The air‑jet sieve provides a single‑point (or multi‑point, if several sieves are used) mass‑based measurement of the coarse tail. Many battery quality control labs use laser diffraction for daily monitoring and the air‑jet sieve for periodic verification of the coarse fraction, especially for certification against a specification limit (e.g., “<0.5 % retained on 38 µm sieve”).
Q2: How should I validate that the test pressure I selected is appropriate for my powder?
Run a series of tests on the same sample at increasing pressures (e.g., –3 kPa, –5 kPa, –7 kPa). Plot the percentage passing against pressure. The correct pressure is the one where the curve plateaus—further increases do not significantly change the result. This plateau indicates that all deagglomeration and classification that can be achieved by the air jet has been achieved. Exceeding this pressure unnecessarily may cause particle attrition.
Q3: What maintenance does the vacuum generator require?
The vacuum generator contains a filter element that should be inspected weekly and replaced when visibly discoloured or when the instrument’s pressure fails to reach typical setpoints. The sample collector and transparent cover can be washed with water and a mild detergent, then thoroughly dried before reuse. Do not use organic solvents that could attack the plastic components. The electronic balance is a precision instrument; avoid spilling powder directly onto the weighing pan—always weigh the sieve with its cover on, then tare.
Q4: Can I test a single sample on multiple sieves sequentially without reweighing the intermediate fractions?
The instrument is designed to measure the residue on one sieve at a time. For a sequential analysis (e.g., 63 µm → 38 µm → 20 µm), you would run the first sieve to completion, collect the undersize powder from the sample collector, weigh it, and then transfer that undersize fraction to the next sieve. The TOB‑MK‑200’s internal balance and software can then calculate the size‑fraction percentages based on the original sample weight and the successive residue weights. This approach is more time‑consuming than a sieve stack, but it provides the same information with much better accuracy for fine powders.
Ready to replace your manual sieving process with an automated, documented, and highly repeatable air‑jet method? Request a quotation for the TOB‑MK‑200, or contact our laboratory instrumentation team to discuss the appropriate sieve aperture sizes for your battery powder QA protocols.
tob.amy@tobmachine.com | +86 181 2071 5609
You May Also Need
- TOB 304SS Screen 600 Mesh Sieve — A precision stainless‑steel test sieve with 600‑mesh aperture, compatible with the TOB-MK-200 and other standard sieve shakers. Ideal for determining the fine fraction of cathode and anode powders down to approximately 20–25 µm.
- TOB Electric Vibrating Sieve — An electrically driven mechanical sieve shaker for routine, higher‑throughput sieving of battery powders where air‑jet fluidisation is not required. Suitable for coarser fractions and multi‑sieve stack operation.
- Cathode Active Materials — A full range of NMC, LFP, LCO, LMFP, sodium‑ion layered oxide, and Prussian‑based cathode powders whose particle‑size distribution can be characterised with the TOB-MK-200 to ensure coating uniformity and consistent cell performance.
- Anode Active Materials — Graphite, hard carbon, silicon‑graphite composites, and lithium‑metal anode materials. Verify the coarse‑tail fraction of your anode powder before slurry mixing and coating using the TOB-MK-200 air‑jet sieve.
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.